First stuck master valve milled successfully on wireline

- Well type Oil Producer
- Wellhead temperature 110ºF
- Wellhead pressure 1,200 psi
- Valve material Inconel 718, 0.004mm Tungsten Carbi
- Milling at surface Ambient Temperature
- H2S concentration 3%
- Location Saudi Arabia
Background
A client in Saudi Arabia incurred a stuck master gate valve in an oil producer. The Inconel, tungsten carbide-coated valve was stuck in the closed position and non-functional, preventing production and interventions. A surface valve stuck in the closed position represents a serious well integrity issue in a live well and requires immediate intervention to gain access to the well.
The client decided to change the wellhead tree. However, before the wellhead could be replaced, kill fluid needed to be pumped into the well and mechanical safety barriers needed to be installed. In order to access the well to perform these operations, the stuck master gate valve would need to be milled. Moreover, pressure below the master gate valve was expected to be 1,200 psi, and a gas cap was expected in the fluid column with H2S present.
Traditionally, either coiled tubing (CT) or workover rigs are utilized for surface tree workovers. CT has been the predominant method for milling stuck wellhead gate valves but requires complex operations with substantial risks if proper well control procedures are not followed. Instead, the client approached Welltec® to resolve the problem with a rigless solution via wireline based on Well Miller® technology. The primary objective was to restore well integrity and access in a safe, cost-conscious, and reliable way.
Operations
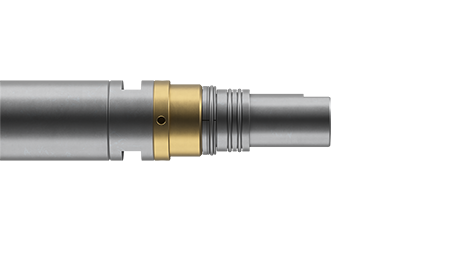
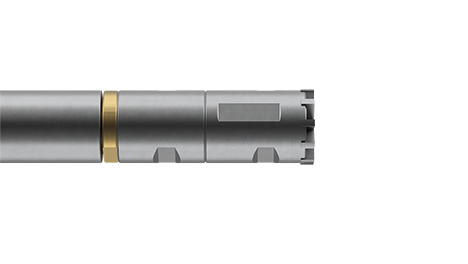
The proposed solution consisted of the Well Miller fitted with a customized milling bit and the Well Tractor® to provide the necessary weight on bit (WOB). This solution also provided a catching mechanism to recover the milled coupons and keeping them out of the wellbore. Welltec developed a two-mill system specifically for this operation in which a smaller, pilot hole would be milled to reestablish communication with the well and equalize pressure, followed by milling the main hole to regain full access downhole. Pressure below the valve was unknown, so contingency scenarios were created to account for high-pressure changes coming from either above or below the valve.
The first several runs were used to adjust to the well conditions and determine the needed WOB and milling speed. The pilot hole was milled using a 1.54” metal matrix compound (MMC) bit. Pressure from the riser was bled, the crown valve was opened, and fluid column communication was verified. A 3.85” MMC bit was then run in hole to mill the main hole. After three hours of effective milling, current observations on the surface indicated that the milling was complete. Upon recovery, the core was discovered in one piece still inside the bit. The full-sized, 3.85” MMC bit with catcher allowed for safety barriers to be installed.
This operation was performed with constant fluid circulation across the tree for the pilot run and injection during the main run.
Achievements
This operation was the world’s first master gate valve milling operation completed via wireline, proving the lighter intervention was possible and opening the door for similar operations across the industry. Wireline operations are faster, less disruptive, and safer than the CT and workover rig milling solutions. Welltec milled the Inconel, tungsten carbide-coated valve safely and efficiently. This solution avoided the use of traditional and heavier solutions, which can cause wellhead damage or leaks if not monitored closely.
The client managed to kill the well, install safety barriers, and proceed with the planned wellhead tree replacement. Following the success of this first job, the client awarded Welltec a similar job in another field, which was also executed successfully.